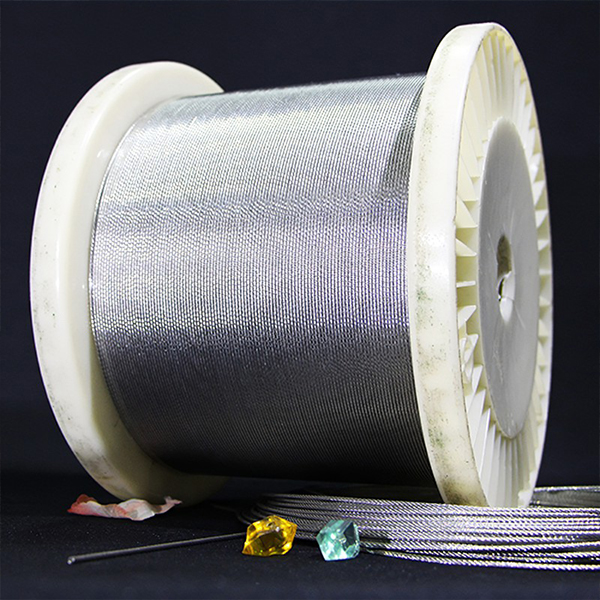
ខ្សែដែកអ៊ីណុក 316L

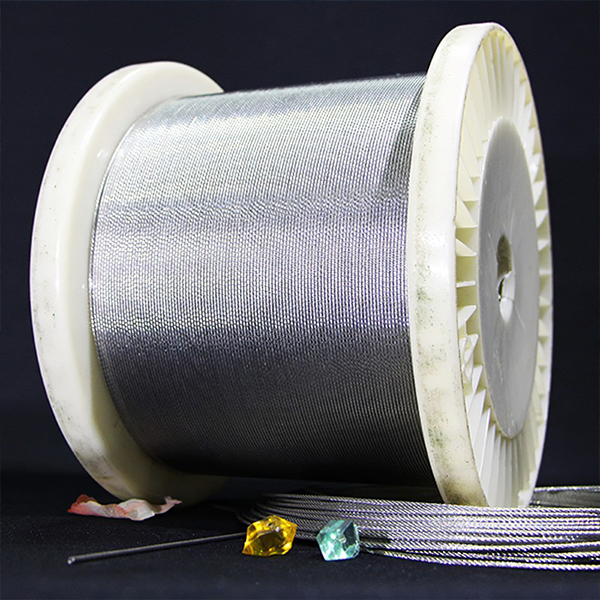

លួសដែកអ៊ីណុក 316L, រិល, រមូរក្តៅទៅនឹងកម្រាស់ដែលបានបញ្ជាក់, បន្ទាប់មក annealed និង descaled, រដុប, matte ផ្ទៃដែលមិនតម្រូវឱ្យមានរលោង។


NO.2D ការព្យាបាលកំដៅប្រាក់-ស និងការរើសបន្ទាប់ពីការរំកិលត្រជាក់ ជួនកាលការកែច្នៃផ្ទៃម៉ាត់នៃពន្លឺចុងក្រោយដែលរមៀលលើកម្រាលពូក។ ផលិតផល 2D ត្រូវបានប្រើសម្រាប់កម្មវិធីដែលមានតម្រូវការផ្ទៃរឹងតិច សម្ភារៈទូទៅ សម្ភារៈគំនូរជ្រៅ។
ភាពរលោងនៃ NO.2B គឺខ្លាំងជាង NO.2D ។ បន្ទាប់ពីការព្យាបាល NO.2D វាត្រូវបានទទួលរងនូវភាពត្រជាក់ស្រាលចុងក្រោយ រំកិលតាមរយៈ roller polishing ដើម្បីទទួលបានភាពរលោងត្រឹមត្រូវ។ នេះជាការបញ្ចប់ផ្ទៃដែលគេប្រើជាទូទៅបំផុតដែលអាចប្រើជាជំហានដំបូងនៃការប៉ូលាបានផងដែរ។ សម្ភារៈទូទៅ។
BA គឺភ្លឺដូចកញ្ចក់។ មិនមានស្ដង់ដារទេ ប៉ុន្តែជាធម្មតាវាគឺជាការកែច្នៃផ្ទៃរលោងភ្លឺជាមួយនឹងផ្ទៃឆ្លុះបញ្ចាំងខ្ពស់។ សម្ភារៈសំណង់ ឧបករណ៍ផ្ទះបាយ។
NO.3 ការកិនគ្រើម៖ ប្រើក្រវ៉ាត់កិន 100~200# (ឯកតា) ដើម្បីកិនវត្ថុធាតុដើម NO.2D និង NO.2B។ សម្ភារៈសំណង់ និងឧបករណ៍ផ្ទះបាយ។
ការកិនកម្រិតមធ្យម NO.4 គឺជាផ្ទៃប៉ូលាដែលទទួលបានដោយការកិនវត្ថុធាតុដើម No.2D និង No.2B ជាមួយនឹងខ្សែក្រវ៉ាត់សំណឹកថ្ម 150~180# ។ នេះជាលក្ខណៈសកល ដោយមានការឆ្លុះបញ្ចាំងពីពន្លឺ និងពន្លឺ "គ្រាប់ធញ្ញជាតិ" ដែលអាចមើលឃើញ។ ដូចគ្នាខាងលើ។
ការកិនល្អ NO.240 សម្ភារៈ NO.2D និង NO.2B គឺដីជាមួយនឹងខ្សែក្រវាត់កិនស៊ីម៉ងត៍ 240# ។ ឧបករណ៍ផ្ទះបាយ។
NO.320 ការកិនល្អិតល្អន់ វត្ថុធាតុដើម NO.2D និង NO.2B កិនដីជាមួយនឹងខ្សែក្រវាត់កិនស៊ីម៉ង់ត៍ 320#។ ដូចគ្នាខាងលើ។
ភាពរលោងនៃ NO.400 គឺនៅជិតនឹង BA ។ ប្រើកង់ប៉ូលា 400# ដើម្បីកិនសម្ភារៈ NO.2B ។ សម្ភារៈទូទៅ សម្ភារសំណង់ និងឧបករណ៍ផ្ទះបាយ។
HL Hairline grinding: កិនសរសៃសក់ជាមួយនឹងសម្ភារៈសំណឹកទំហំភាគល្អិតសមស្រប (150~240#) មានគ្រាប់ធញ្ញជាតិជាច្រើន។ អាគារនិងសម្ភារៈសំណង់។
NO.7 គឺនៅជិតការប៉ូលាកញ្ចក់ ប្រើ 600# rotary polishing wheel សម្រាប់ប៉ូលា ការប្រើប្រាស់សិល្បៈ ការប្រើប្រាស់តុបតែង។
NO.8 Mirror polishing, polishing wheel for mirror polishing, កញ្ចក់តុបតែង។